Obtenga beneficios adicionales
Aún no tiene una suscripción a Virtual Pro?
Para acceder a este contenido se requiere una suscripción
Obtenga beneficios adicionales
Aún no tiene una suscripción a Virtual Pro?
Para acceder a este contenido se requiere una suscripción
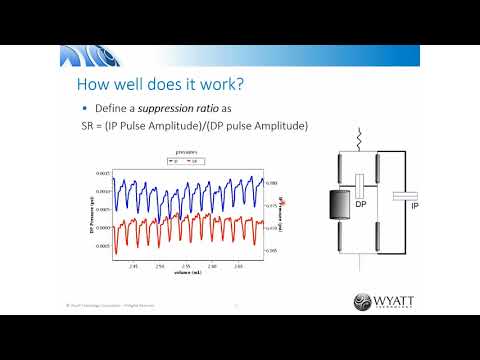
Se comprobó la influencia de las técnicas de cantidad mínima de lubricante, refrigeración optimizada y refrigeración convencionalcon diferentes caudales y velocidad de aplicación del fluido de corte, sobre la calidad de las piezas producidas con acero templado, en el cilindro exterioraceros endurecidos, en el proceso de rectificado cilíndrico externo por inmersión con el uso de muelas superabrasivascon una baja concentración de CBN. El análisis de la calidad de la pieza se realizó mediante la evaluación del comportamientode la energía específica de rectificado, la rugosidad, la tensión residual generada y la desviación de la redondez. Con el análisis deformas de aplicación y los distintos caudales y velocidades del fluido de corte utilizado, se han podido encontrar condiciones de lubricación-refrigeración que propician la reducción del volumen del fluido de corte, la reducción del tiempo de mecanizado sin perjudicarparámetros dimensionales, acabado superficial e integridad de la superficie. En cuanto a las diferentes formas de aplicaciónaplicación del fluido de corte se observó el mejor rendimiento de la aplicación optimizada para velocidades más altas mostrandola eficacia de un nuevo concepto de boquilla utilizado.
INTRODUCCIÓN
La tendencia mundial es producir piezas cada vez más sofisticadas, con un alto grado de tolerancia geométrica y dimensional y de acabado superficial, a bajo coste y sin contaminar el medio ambiente. Sin embargo, varios procesos de mecanizado, incluido el rectificado, utilizan fluidos de corte como medio de lubricación y refrigeración de la pieza producida. El rectificado proporciona a la pieza el acabado final, minimizando las irregularidades de la superficie mediante las interacciones entre los granos abrasivos de una herramienta (muela) y la pieza a rectificar.
Según Malkin (1989) [1] y Guo (1999) [2], en estos procesos de fabricación, si la lubricación y la refrigeración no son satisfactorias, las altas temperaturas generadas pueden producir dańos en la pieza producida, como quemaduras superficiales, cambios microestructurales, aparición de tensiones residuales, errores de forma y deterioro de la calidad final de la pieza producida.
Los fluidos de corte son muchas veces desechados en el medio ambiente, hecho que no está de acuerdo con la situación actual teniendo en cuenta la rigidez de las leyes ambientales y debido a la evolución ambiental del hombre.
Esta es una versión de prueba de citación de documentos de la Biblioteca Virtual Pro. Puede contener errores. Lo invitamos a consultar los manuales de citación de las respectivas fuentes.
Artículo:
Análisis de la eficacia del esquema de deformación por cizallamiento en los procesos de formación de estructuras plásticas
Artículo:
Estudio experimental y numérico del comportamiento del acero dulce bajo carga cíclica con rangos de deformación variables
Artículo:
Examen del efecto de la alineación del rotor del extractor de emisiones sobre sus parámetros de funcionamiento
Artículo:
Influencia de la arena de moldeo en las tensiones de compresión
Artículo:
Flujo térmico de un arco transferido impulsado por un campo magnético transversal
Folleto:
Análisis de rentabilidad económica y financiera
Artículo:
żPor qué debemos conservar la fauna silvestre?
Artículo:
Control y vigilancia de la calidad del agua de consumo humano
Manual:
Deshidratación y desecado de frutas, hortalizas y hongos. Procedimientos hogareńos y comerciales de pequeńa escala
Virtual Pro es un portal virtual de formación, investigación y comunicación especializado en procesos industriales.

ďż˝ 2021, Virtual Pro ďż˝, una marca de Grupo INGCO. Todos los derechos reservados